

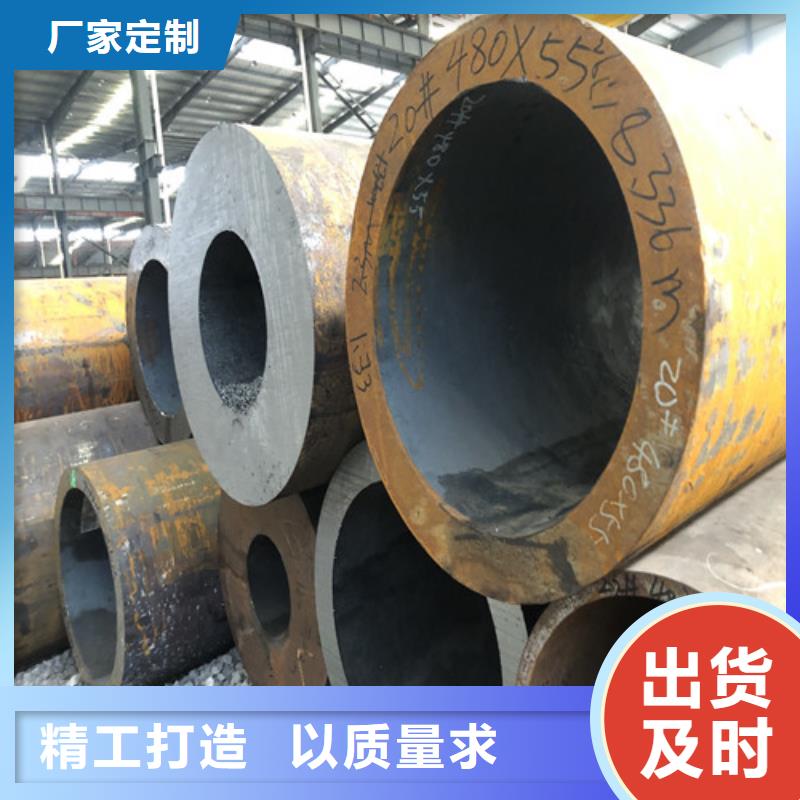
以下是:无缝钢管 【厚壁无缝管】精致工艺的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 4589/吨 |
| 发货期限 | 1-3天 |
| 供货总量 | 9999 |
| 运费说明 | 电联 |
以下是:无缝钢管 【厚壁无缝管】精致工艺的图文视频




【导语】:无缝钢管 【厚壁无缝管】精致工艺,东环管业有限公司为您提供无缝钢管 【厚壁无缝管】精致工艺的资讯,联系人:王经理,:0635-6528111、16569598888,QQ:632317004,地:聊城经济开发区到山东省 济南市 商河县、历下区、槐荫区、天桥区、历城区、长清区、平阴县、济阳区、章丘区。 山东省,济南市,商河县 商河县属黄河冲积平原,境内河流较多、徒骇河过境南,德惠新河过境北,商中、商西、商东3条河流纵贯西北,土马河、前进河横贯东西。商河县属大陆性暖温带半湿润季风气候,年均温12.3℃,年降水量600毫米左右。古迹有古城遗址,东信遗址,梁王冢遗址等。
我们的无缝钢管 【厚壁无缝管】精致工艺视频现已上线,从细节到整体,从外观到性能,让您全面了解它的每一个方面。
以下是:无缝钢管 【厚壁无缝管】精致工艺的图文介绍
东环管业有限公司始终坚持“用户至上,质量可信”的宗旨,按用户要求开发、生产 济南商河厚壁无缝管产品,确保产品设计、原材料采购、生产制造、检验、包装防护和交付、售后服务等全过程处于受控状态,确保产品技术标准达到同类产品标准,保证按质、按期交货,为顾客提供可靠的 济南商河厚壁无缝管和满意服务。企业以高质量求产品创新,以高效率强化企业管理,以高服务取信用户,奋发图强,勇攀高峰。



镀锌钢管的焊接需要注意哪些事情?下面无缝钢管小编就来为大家讲一下 一、前提就要打磨 但是必须把焊接处的镀锌层打磨掉,否则会产生气泡、沙眼、假焊等。还会使焊缝变脆,刚性下降。 二、镀锌钢的焊接特点 镀锌钢一般是在低碳钢外镀一层锌,镀锌层一般在20um厚。锌的熔点在419°C,沸点908°C左右。在焊接中,锌熔化成液体浮在熔池表面或在焊缝根部位置。锌在铁中具有较大固溶度,锌液体会沿晶界深入浸蚀焊缝金属,低熔点锌形成“液体金属脆化”。 同时,锌与铁可形成金属间脆性化合物,这些脆性相使焊缝金属塑性降低,在拉应力作用下而产生裂纹。 如果焊接角焊缝,尤其是T形接头的角焊缝容易产生穿透裂纹。镀锌钢焊接时,坡口表面及边缘处的锌层,在电弧热作用下,产生氧化、熔化、蒸发以至挥发出白色烟尘和蒸汽,极易引起焊缝气孔。 由于氧化而形成的ZnO,其熔点较高,约1800°C以上,若在焊接过程中参数偏小,将引起ZnO夹渣,同时。由于Zn成为脱氧剂。产生FeO-MnO或FeO-MnO-SiO2低熔点氧化物夹渣。其次,由于锌的蒸发,挥发出大量的白色烟尘,对人体有刺激、伤害作用,因此,必须把焊接处的镀锌层打磨处理掉。 三、焊接工艺控制 镀锌钢的焊前准备与一般的低碳钢是相同的,需要注意的是要认真处理好坡口尺寸和附近的镀锌层。为了焊透,坡口尺寸要适当,一般60~65°,要留有一定的间隙,一般为1.5~2.5mm;为了减少锌对焊缝的渗透,在焊之前,可将坡口内的镀锌层清除以后再焊。 在实际监理工作中,采用了集中打坡口,不留钝边工艺进行集中控制,两层焊接工艺,减少了未焊透的可能性。 焊条应根据镀锌管的基体材质选用,一般低碳钢由于考虑易操作性,选用J422较为普遍。 焊接手法:在焊多层焊的 层焊缝时,尽量使锌层熔化并使之汽化、蒸发而逸出焊缝,可大大减少液体锌留在焊缝中。



无缝管的力学性能是非常稳定的,所以才能够得到广泛的使用, 一般的无缝管在出场以前都必须要进行一个力学性能的测试,通过这种方式来测试无缝管的力学性能是不是合格,从整体上看,我们应该能够基本看出的是无缝管的抗拉强度很高,不仅仅是抗拉的强度,屈服点的高低也是在出厂一起必须要注意的问题。 口径不同的无缝管,具体的使用领域也有很大的不同之处,一般而言,口径大的无缝管,一般是用来作为管道运输的,而口径小的无缝管,一般是在建筑和机械领域中使用的比较多,无缝管厂在进行无缝管选择的时候,也考虑到了这种情况,一般都会进行一番市场调查之后在进行生产,这样就能够让无缝管的市场空间更加的广阔。 金宏通钢管有限公司主要生产经营:角钢、槽钢、H型钢、焊接H型钢、焊管、直缝焊管、螺旋管、镀锌管、无缝管、工字钢、镀锌槽钢、镀锌角钢、钢板桩、合金管、不锈钢管、光伏支架、球扁钢、螺旋焊管、螺旋钢管、镀锌管、无缝管、厚壁无缝管、网架钢管、涂塑管、钝化无缝钢管、L245N钢管、L245管线钢管、L360钢管、L360管线钢管、方矩管、方管等产品。所售产品符合中国GB,美国ASTM,日本JIS等。公司长期与首钢、鞍钢、包钢、冶钢、宝钢、济钢、莱钢、衡钢等各大钢厂有着长期合作关系。年销量钢材全国遥遥领先,是全国规模较大的工、角、槽、H型钢、镀锌型材供应基地。



热连轧无缝钢管内结疤缺陷是存在于钢管内表面,类似于黄豆粒大小的凹坑,结疤内大部分有呈灰褐色或灰黑色的异物。内结疤的影响因素有:除氧化物剂、喷吹工艺、芯棒润滑等因素。下面就随无缝钢管小编来看一下如何控制无缝钢管的内表面缺陷: 1、除氧化物剂 氧化物要求在芯棒预穿时处于熔融状态。其力度等严格要求。 1)除氧化物剂粉末粒度一般要求在16目左右。 2)除氧化物剂中硬脂酸钠的含量要达到12%以上,以使其能在毛管内腔中充分燃烧。 3)根据毛管内表面面积确定除氧化物剂的喷吹量,一般为1.5-2.0g/dm2,不同直径、长度的毛管喷吹得除氧化物剂量是不同的。 2、喷吹工艺参数 1)喷吹压力应与毛管直径、长度相配合,既保证吹扫有力,燃烧充分,又不能有未完全燃烧的除氧化物剂被气流从毛管内吹走。 2)吹扫时间应根据毛管直接、长度进行调节,以毛管内没有悬浮的金属氧化物再被吹出为标准。 3)喷嘴高度应根据毛管直径进行调节,以保证对中良好。每个班次要清理一次喷嘴,长时间停机要拆下喷嘴进行清洗。为保证除氧化物剂在毛管内壁均匀吹扫,在喷吹除氧化物剂工位使用选装装置,并配以旋转气压。 3、芯棒润滑 芯棒润滑效果不好或芯棒润滑剂温度过低,会产生内结疤。为了提高芯棒温度,可采取只一次冷却水冷却的办法。生产过程中需要严格控制芯棒的温度,保证喷涂润滑剂前芯棒表面温度在80-120℃,芯棒温度不能长时间高于120℃,以保证预穿前其表面的润滑剂干燥并致密,操作工应经常检查芯棒润滑状况。



无缝钢管按照断面形状,无缝钢管分圆形和异形两种,异形管有方形、椭圆形、三角形、六角形、瓜子形、星形、 带翅管多种复杂形状。 同样的产品(Product)比质量(Mass)、同样的质量比(price)、同样的比服务、同样的服务比信誉”。 郑重承诺: 保证以 的产品(Product)、 的质量(Mass)、 的、完善的服务来答谢新老顾客的信赖。厚壁无缝钢管生产的生产制造工艺可分为冷拔、冷轧、热轧、热扩四种基本方式,钢管的材质为10#、20#、35#、45#称为 普通钢管。无缝钢管表示方法为外径,壁厚,厚壁无缝钢管主要用于机械加工,煤矿,液压钢,等多种用途。 16mn无缝钢管用途很广泛(extensive)。一般用途的无缝钢管由普通碳素结构钢、低合金结构钢或合金结构钢轧制,产量多,主要用作输送流体的管道(Conduit)或结构零件。用做高压容器瓶的原料(Raw material)、高温(high temperature)环境(environment)中作为输送用管道、桥梁、作钢结构(工程结构)的支柱材料。 Q345无缝钢管是一种钢管的材质(The material)。Q代表这种材质的屈服,后面345就是指这种材质的屈服值,在345左右,并随着材质厚度的增加而使其屈服值减小。
【总结】:无缝钢管 【厚壁无缝管】精致工艺,东环管业有限公司为您提供无缝钢管 【厚壁无缝管】精致工艺产品案例,联系人:王经理,:0635-6528111、16569598888,QQ:632317004,地:经济开发区。










